Thanks again.
Case update; My friend Pat worked his TIG magic and saved my crankcases. I thoroughly cleaned the broken area with acetone and carb cleaner and later had them cleaned again at my machine shop. He tacked welded in some large pieces of aluminum with 4043 aluminum tig wire, wrapped them in insulation and let them cool over night.

The next day he finished laying a bead around the tacked pieces following a template I made from another CB750 case we had at the shop. He used a piece of carbon to fill the hole in the top halve of the cases so I would not need to re-drill it.


We wrapped them in insulation and allowed them to cool overnight. I ground, filed and sanded the excess weld to match the rest of the crankcase. Ideally this should have been milled, but I did it by hand using straight edges and a flashlight to carefully remove the excess weld to the correct level. The cases mate perfectly, I drilled and tapped a thread in the lower case and now need to find the time to clean, prep, prime paint and heat treat them.


It ain't pretty, but will do the job and is much better than the beer can/JB weld patch that was there before.
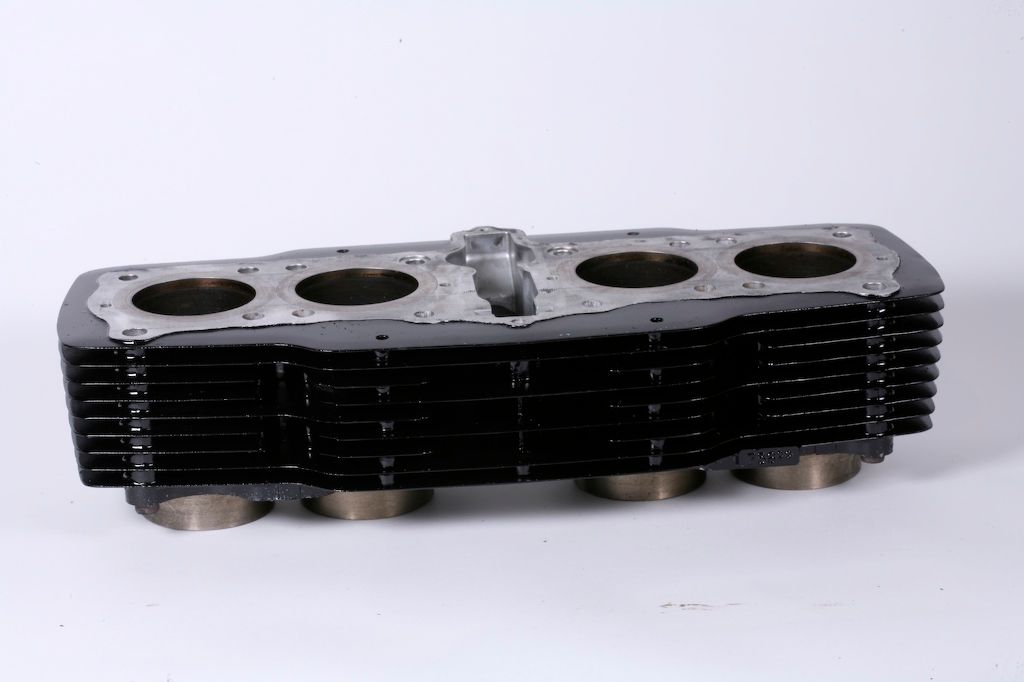
While my cases were being repaired I cleaned, soda blasted,washed, tacked, primed, painted and heat cured the cylinder cover, cylinder barrel and oil pan. I used a light mist of Duplicolor high heat primer, and Duplicoler high heat aluminum 1615 and gloss paint 1613, dried over night then 45 minutes in the oven at 150, 200 and 300 degress F with a cool down period between each bake. I find this works well and makes the paint very durable and resistant to gas, oil and solvents. The pieces look great and I cannot wait to paint the cases and start going clockwise. Stay tuned.